定義
Balance Film(平衡膜/應力平衡膜)是先進封裝中做物理結構應力補償的一次性功能膜材。它具高彈性模數與極低 CTE,貼合在面板或封裝體一側後施加反向應力(張力),抵消異質材料(矽晶粒 CTE 2.8 ppm/°C、銅 17、EMC 模封樹脂、PI 介電層 25–30)升降溫收縮不均產生的彎曲力矩,把大面積基板「拉平」。是 FOPLP 大面積封裝與多層 RDL 量產良率的關鍵化材。
三大產品系列與工作原理(山太士技術論壇 2026-06-16,第一手)
| 系列 | 應用對象 | 使用端 | 工作原理 | 設備需求 | 解膠方式 |
|---|---|---|---|---|---|
| SEK-700 | 12 吋矽晶圓/玻璃面板 | Wafer Fab | 橡皮筋拉伸與回復特性(膜拉伸→滾壓貼合→裁切四邊,回復力產生反向拉力) | 需特定設備 | Non-UV |
| SEK-800 | 玻璃面板(主要) | Wafer Fab | 材料熱收縮特性(貼合→烘烤→冷卻收縮產生反向力) | 一般貼膜設備(導入門檻低、較便宜) | Non-UV |
| SEK-900 | 封裝樹脂(EMC)面 | Wafer Fab/OSAT | 材料往上收縮產生反向力,把 debond 後反翹成品拉平 | 一般貼膜設備 | UV |
型號共 11 款(703/701/711、801/801-30/802/802-30/803、901/902/903);全部用壓膜(lamination)貼合,不用 spin coating。
三個使用時機(哭臉/笑臉預彎邏輯)
| 時機 | 系列 | 動作 | 實測效果 |
|---|---|---|---|
| ① 製程前 | SEK-700/800 | 使玻璃載板預先為哭臉(convex)狀態,預留翹曲扣打走更多道製程 | 載板 0mm → +0.6mm(預彎) |
| ② 製程中 | SEK-700/800 | 已翹曲載板由笑臉(concave)調回哭臉,得以繼續製程 | RDL 堆疊後 −1mm → 貼第二片後調回 +0.6mm |
| ③ 製程後(良率最關鍵) | SEK-900 | Laser de-bond 後成品由哭臉調控為平整(Flat),以利清潔、植錫球 | Molding 後翹曲 −17mm → 0mm、−12mm → 0mm |
方向性物理:RDL 堆疊時載板被往上拉彎;molding 環氧樹脂高溫固化+大量收縮是翹曲最大原因;玻璃載板雷射解膠移除後作用力反轉變成反翹——「製程走到 90%,剩最後 10% 植錫球,沒整平就做不下去」,良率來自基板拿掉後能不能順利植球。
製程耐受條件與材料壽命
| 製程階段 | 耐受要求 |
|---|---|
| 濺鍍(Ti/Cu Sputter) | 高真空 10⁻⁷ torr(貼膜後 6 分鐘可達,無小分子逸散污染腔體) |
| 電鍍(Ti/Cu/Au) | 耐電鍍液、不污染鍍槽 |
| 黃光曝光顯影 | 耐熱 230°C × 3hr × 5 cycles |
| 蝕刻去膜 | 耐酸鹼、無損傷無殘留 |
材料壽命一張 5–10 個 cycle(1 cycle=230°C×3hr;1 個 PM=一層絕緣+一層金屬)——一張膜可保證走 5 層 RDL,無需每層更換(早期需 2–3 個材料做一個 PM,客戶曾因 6P6M 要用 6 張成本太高而要求改善)。
汰換率 n 的新舊說法並列
舊記錄(agy 2026-07-10 彙整):「多層 RDL 中途換貼不同規格、高階 FOPLP n≈2–3+」。第一手簡報(2026-06-16):一張膜保證 5 cycles、無需每層更換——RDL 段用量應以 ⌈層數/5⌉ 估,加上製程前預彎與 debond 後 SEK-900 各一張。兩者在 7D7M 下同為 n≈2–3,但高層數(13P13M)時簡報口徑的 n 較保守,估耗材量以簡報為準。
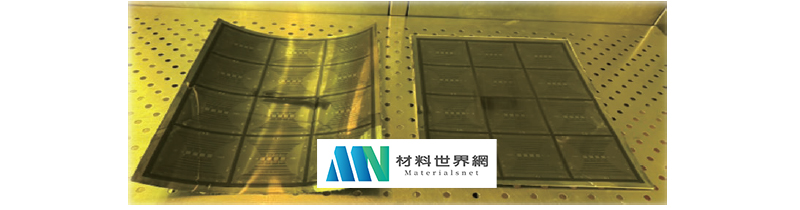
圖說:370×470mm 7D7M FOPLP 面板移除載板玻璃後對比——左片未貼平衡膜嚴重翹曲彎起,右片貼平衡膜維持平整。來源:山太士,《工業材料雜誌》472 期(2026-04),© 材料世界網。
耗材特性(汰換率)
- 一次性剛性耗材,跟著每片 panel/晶圓走完階段任務後由 de-bonder 剝離即丟棄,不可重複使用。
- 消耗量 = 投片量 × n(貼附次數),1:1 只是下限:RDL 段貼載板背面一次+molding 後貼模封面一次+多層 RDL(7D7M/8P8M)中途換貼不同規格的膜做動態平衡——高階 FOPLP 一片 n 約 2–3+,層數越多 n 越大。
- n 與 TBDB 循環數高度相關但不等號(balance film 的貼/撕是自己的循環);直接隨 TBDB 次數走的是 BG Tape/TBM/LRL(HBM 12/16 層把 n 拉到 10 幾)。
- 投資含義:耗材營收 = 投片 × n × 單價,n 隨面板變大、層數變多結構性上升 → 成長率快於客戶投片量(超線性),商業模式類似 BG Tape 但乘數更好。
取代了什麼舊方案
| 舊方案 | 瓶頸 |
|---|---|
| 加厚玻璃/鋼板載板硬撐 | 載具過重過厚,搬運成本高、受力過載面板碎裂,限制輕薄化 |
| 調 EMC/介電配方降 CTE | 研發週期長,降 CTE 犧牲流動性、填充性與黏著力 |
| 微調升降溫曲線與壓力 | 調整空間有限,壓不住多層 RDL 累積應力 |
| RDL 空白區塞 dummy pattern | 犧牲佈線自由度,干擾高頻訊號 |
平衡膜是「外掛式」解法:不動核心製程參數、不改線路設計,貼一片客製應力的膜即可對沖,導入成本最低。互補做法(SemiEng 2024/ECTC 實證):增加 die 厚度(0.54→0.7mm 翹曲 −35%,對翹曲的效果約為選 EMC 配方的 3 倍)、改玻璃載板、低 CTE EMC——但 die 厚度受封裝高度限制,大面積 panel 最終仍需膜材補償。
市場規模與商業化進度(山太士簡報 2026-06-16)
- TAM:2026E US$45M → 2027E 162 → 2028E 210 → 2029E 273–278(YoY ~30%)。
- 驗證客戶 17 家(TW 11+JP 4+US 1+KR 1):晶圓級封裝 5 家、面板級封裝 9 家、封裝樹脂(SEK-900)3 家,多數已完成驗燈進入 sample run。
- MP 時程分層:最快客戶 2026H2 量產=台灣晶圓級封裝+封裝樹脂各一家;晶圓級其餘 2027–2029;面板級(FOPLP)全部 2028 年以後;2027–28 為集中放量期(4 家)。
「2026H2 放量」的正確解讀
媒體語境「抗翹曲材料 2026H2 放量」實指晶圓級封裝與 SEK-900(EMC 面)客戶;FOPLP 面板級客戶 MP 全在 2028+。近兩年營收動能來自晶圓級/封裝樹脂端,面板級是 2028 後的第二波。(第一手:技術論壇 2026-06-16 客戶驗證進度表)
- 翹曲量級(第一手數字):370×470mm 玻璃載板 7 層 RDL 拿掉玻璃後翹曲最高 80mm(不是 80µm);客戶最高階已做到 13P13M;即使 2mm 厚玻璃載板仍會被拉彎;過度強行反向拉平會導致中間層拉裂、層間分離。
為什麼大面積封裝/大面積 RDL 特別需要
- 幾何放大:515×510、600×600、700×700mm 面板面積是 12 吋晶圓 3–4 倍以上,同樣的 CTE 失配剪應力在大尺寸下彎曲力矩幾何級放大(先進封裝翹曲動輒 100µm 級)。
- 多層 RDL 應力疊加:AI/HPC 封裝 RDL 往 4–8 層堆,每加一層銅+高溫固化介電層應力翻倍累積。
- 翹曲的致命失效:面板翹曲 >0.5mm 曝光機無法吸附對焦(focus out、overlay 失準→斷短路);機械手臂抓取滑落破片停線;層間 delamination。翹曲控制是 FOPLP 良率「生死線」。
競爭格局與獨佔性
- 台灣:3595_山太士(興) 跑最快、已通過大廠驗證量產,與 3583_辛耘(市)(設備+股東)、新群科技(貼膜設備)結盟提供「貼膜—應力控制—解貼合」整包方案;晶化科技(未上市)、亞電(4939)送樣試產中;3585_聯致(興) 從低溫固化介電材料端降源頭應力,與物理膜互補。
- 日商:三井化學、LINTEC、日東電工、積水化學、古河電工具備同類技術實力。
- 獨佔性判斷:無絕對專利壁壘,但有類獨佔護城河——膜的模數/CTE/厚度/黏彈性須按客戶晶片尺寸、EMC 厚度、RDL 層數做應力模擬客製,與客戶 recipe 深度綁定;認證週期數季至一年以上,換供應商良率風險大;「材料綁設備」同盟讓後進者更難切入。先發者在已攻下的產線具排他性。
台股映射
| 標的 | 角色 |
|---|---|
| 3595_山太士(興) | 平衡膜主要供應商+BG Tape+雷射釋放層 |
| 3583_辛耘(市) | 結盟設備端(TBDB 鍵合/解鍵合),亦為山太士股東 |
| 7734_印能科技(櫃) | 互補解法:壓力除泡+翹曲抑制設備(WSAS) |
| 2467_志聖工業(市) | 互補解法:壓力烘烤/應力釋放設備 |
來源
- 山太士_3595_20260616(第一手:山太士技術論壇簡報筆記,2026-06-16——SEK 三系列、耐受規格、材料壽命、17 家客戶 MP 時程、TAM、80mm/13P13M 數字)
- web_FOPLP平衡膜翹曲控制_山太士工業材料472期_20260710(山太士第一手,工業材料雜誌 472 期,2026-04)
- web_先進封裝翹曲控制_SemiEng_20260710(CTE 數據、die 厚度/玻璃載板/EMC 實證)
- research_RDL與BalanceFilm_2026-07-10(agy web 搜尋 2026-07-10:貼附位置、汰換率、競爭格局)
相關頁面
- 分析_山太士CallMemo
- 技術_LRL
- 技術_TBM
- 分析_RDL與大面積封裝應力控制(本主題投資分析與 PDF 報告)
- 技術_晶片抗翹曲(抗翹曲主題頁,本頁為其中膜材解法的深頁)
- 技術_FOPLP
- 技術_RDL
- 技術_TBDB
- 技術_晶圓薄化